A comparison of blue and red-light sensor technology
Published: 14 March, 2022
PWE spoke to Glenn Wedgbrow, Business Development Manager at Micro-Epsilon UK, about the benefits and limitations of red and blue laser light sensor technologies, as well as those applications where blue lasers are a better choice over traditional red lasers.
Requirements for precision techniques in manufacturing operations have bolstered the use of laser triangulation sensors on production lines, where they are used for industrial displacement measurement. From its development more than two decades ago, the default measurement technology has used a red laser light source. Red light lasers are as familiar in grocery store checkout stations as they are on the production line. But effective as red lasers are, they can come up short in some applications. To overcome these challenges, Glenn Wedgbrow, Business Development Manager at Micro-Epsilon UK explains that his company developed and patented sensors based on blue laser technology.
Basics of linear displacement measurement
Wedgbrow explains that in practical terms, linear displacement measurement refers to the movement of an object in one direction along a single axis. In an industrial setting, this could be a discrete piece of material travelling along a belt or roller. As the material passes the measuring device, an output signal from the linear displacement sensor takes measurements in units of millimetres or inches, or even in micrometers.
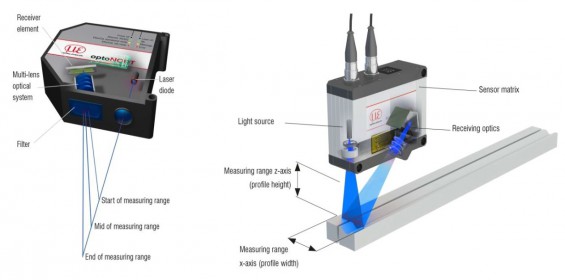
Laser triangulation sensors, says Wedgbrow, pinpoint a narrow beam of laser light onto an object or sample, and light reflected from the object’s surface is focused by a high-quality optical lens onto a charge-coupled device (CCD) or complementary metal-oxide semiconductor (CMOS) image sensor. He explains that as the object moves, the reflected light also changes position on the image sensor, which is computed to detect the position of the object or sample. The triangulation principle involves the measurement of distance on a wide range of material surfaces. To measure displacement, distance and position, laser point triangulation sensors are used. To measure profile and gap, laser line triangulation sensors or ‘laser scanners’ are used.
Red vs. blue: when to use which
Laser triangulation technology works best according to Wedgbrow in automated position sensing, as well as for passive and dynamic dimensional measurements: “Most often, the laser used in this application is red in colour, and this type of laser suits the vast majority of industrial applications. In addition, because of the red laser’s ubiquity and lengthy development history, a wide variety of costeffective red laser measurement and sensing systems are available.” “Red lasers perform best when reflected from matt or low reflectivity surfaces, or what are called "non-specular" surfaces. Specular surafces are typically glossy, polished or highly reflective. Such materials introduce distortion to the red reflected light, adding 'noise' to the image detector readings and decreasing measurement accuracy.
"Red laser lightis also preferable for fast moving objects due to its long wavelength and intensity. Red lasers typically operate at 670 nm, close to the infrared spectrum and are perfect for use with CCD sensor. The high intensity of the red laser can also be a disadvantage as itis more likely to penetrate and be diffused on the target material, especially on organic and tranparent materials further decreasing measurement accuracy."
Wedgebrow continues that the same is also true for metal forging. "It was formerly a challenge to use red laser measuring techniques in the steel industry, where red-hot glowing metals, typically above 700 C, emit sufficient infrared light to skew the image sensor readings.
To solve these challenges, Wedgbrow explains that light blue light laser triangulation technology was developed:"Blue lasers operate at approximately 405 nm of the visible light spectrum, a shorter wavelength with lower intensity than red, and close to to the ultraviolet spectrum. This creates a more focused laser point with less surafce diffusion, resulting in less noise in the sensor, thereby increasing accuracy, sometimes by a sacle of two or three times when compared to red lasers."
Blue laser technology is more than just a light colour change. It also requires a different lens that is optimised for short wavelength radiation, different optical filters for the reflected light, a different light sensor and innovitive analysis algorithms.
Wedgbrow comments that blue laser triangulation technology has proved so valuable that the applications for it have expanded over time. It is especially prevalent in automotive testing, for example in engine manifolds or brake discs. It has also been used in paper production because a red light laser shines through damp paper pulp and does not return usable measurements.
Blue light is preferable to red laser triangulation for measuring transparent or translucent materials, reflective or specular surfaces, and organic materials including wood and food.
https://www.linkedin.com/company/micro-epsilon-uk-ltd-/