Boosting the scope of shrink fits with engineering adhesives
Published: 06 June, 2019
Bonded shrink fit assemblies not only enhance the service life of an assembly but pave the way for new design concepts and cost savings. Higher load transmission can be obtained from existing designs and geometries and there’s the potential for equal performance with relaxed tolerances and the reduction in size and weight of the assembly. Bob Orme, senior technology specialist, reports.
Traditional interference fits generate strength solely from metal-to-metal contact of surface peaks, an area that represents a relatively small percentage of the overall joint surface. Small micro-movements at the joint interface can produce particles which abrade and reduce the contact surface even more. This leads to fretting corrosion, accelerated wear and ultimately, failure.
In a bonded assembly, anaerobic retaining adhesives fill the surface irregularities and clearance gaps between the metal parts, then cure to create a very dense and high strength bond that increases joint strength and achieves maximum load transmission. The cured resin increases the area of surface contact to 100% so the distribution of stress and joint reliability are improved and part life increased.
It’s easy to see why designers are increasingly favouring retaining adhesives to replace, or complement, conventional assembly methods. When employed without structural bonding, pins or key/keyway assemblies, for example, have uneven distribution of mass and imbalance that can lead to vibration at high speeds. Splines and serrations cause high stresses due to the ‘notch effect’ that occurs around the key that will, during the service life of the assembly, require costly remedial machining.
Welding or soldering are limited to compatible metals and the parts can be distorted by the high temperatures required. Heating of the material can lead to residual stresses and structural degradation and additionally make disassembly for subsequent maintenance difficult or even impossible.
The bigger picture
Used on their own or in combination with traditional assembly methods, retaining adhesives can enhance product design way beyond the commonly appreciated benefits. Firstly, let’s consider the time and cost involved in engineering an interference fit assembly with specific load capacities.
Interference fits rely on friction alone to transmit torque and to achieve maximum joint strength and optimal performance, these joints must be precise. The interference fit is machined to be imperceptibly bigger than the mating hole of the outer part. The larger component is then forced into the smaller part, both deform slightly to fit together and the two parts ‘unitise’ and operate as one.
But even when the appropriate allowances for interference fitted parts are painstakingly calculated to achieve maximum friction, failure can occur. And in order to calculate and achieve such exacting levels of dimensional precision both the cost and the time required for component production increase.
Retaining compounds enable engineers to design robust, interference fitted joints at reduced cost in less time than traditional interference fits by reducing the required dimensional precision. Since the combination of the interference fit and the retaining compound is much stronger than the interference fit alone, you do not need to go to extremes to calculate dimensional tolerances.
Capital savings
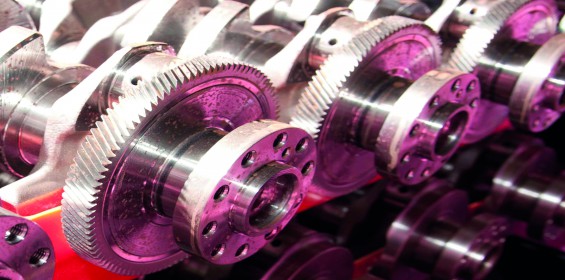
The potential to create assemblies that are more compact and lighter in weight by using friction joints and engineering adhesives is also considerable and a good example of these qualities can be found at Ford, Bridgend, the manufacturing plant for the Volvo S16 short, six-cylinder engine. A design upgrade required the drive gear to be securely fitted on the crank to ensure no movement. Laser welding and bolting the drive gear were options but that would have increased the overall weight and size of the engine.
Ultimately a shrink bonded solution proved able to meet dimensional and performance requirements. It provided an instant bond that performed as well as a laser weld, without the risk of introducing stress in the crank. It was also much more cost-effective as it avoided the high capital cost involved in laser welding.
The ability to increase the number of viable substrate materials for an application is another major benefit of engineering adhesives. Without them, substrate selection for a reliable press or shrink fit may be limited because of the high levels of stress on the joined components. A retaining adhesive strengthens the overall assembly, making substrate selection less critical to parts performance.
Recent advances in retaining compounds have made these adhesives even more robust. They no longer require cleaners, primers or activators to enhance cure speed or strengthen bonds. And once assembled, they resist higher temperatures than earlier formulations.
Pic caption: Shrink bonding of auxiliary drive gear from crankshafts; Henkel high strength anaerobic adhesive provides an instant bond.
For further information please visit: www.henkel.com